

Plate spin
Drawing spinning is a forming process in which the diameter of the blank (plate or preform) is reduced by radial drawing. It can also be said that it is similar to deep drawing, but does not use a punch but uses a core die, and does not use a die but uses a rotary wheel. It is the most important and most widely used forming method in spinning. Blank bending plastic deformation is its main deformation method.
Since the workpiece is spun by the movement of the spinning wheel, all the degrees of freedom of its processing conditions are greater than those of deep drawing, and a very complex rotary symmetrical body can be produced. In the process of spinning, there are higher requirements for the trajectory of the spinning wheel. Therefore, the forming technology of drawing spinning is said to have higher requirements for mastering the law of rotary wheel movement.
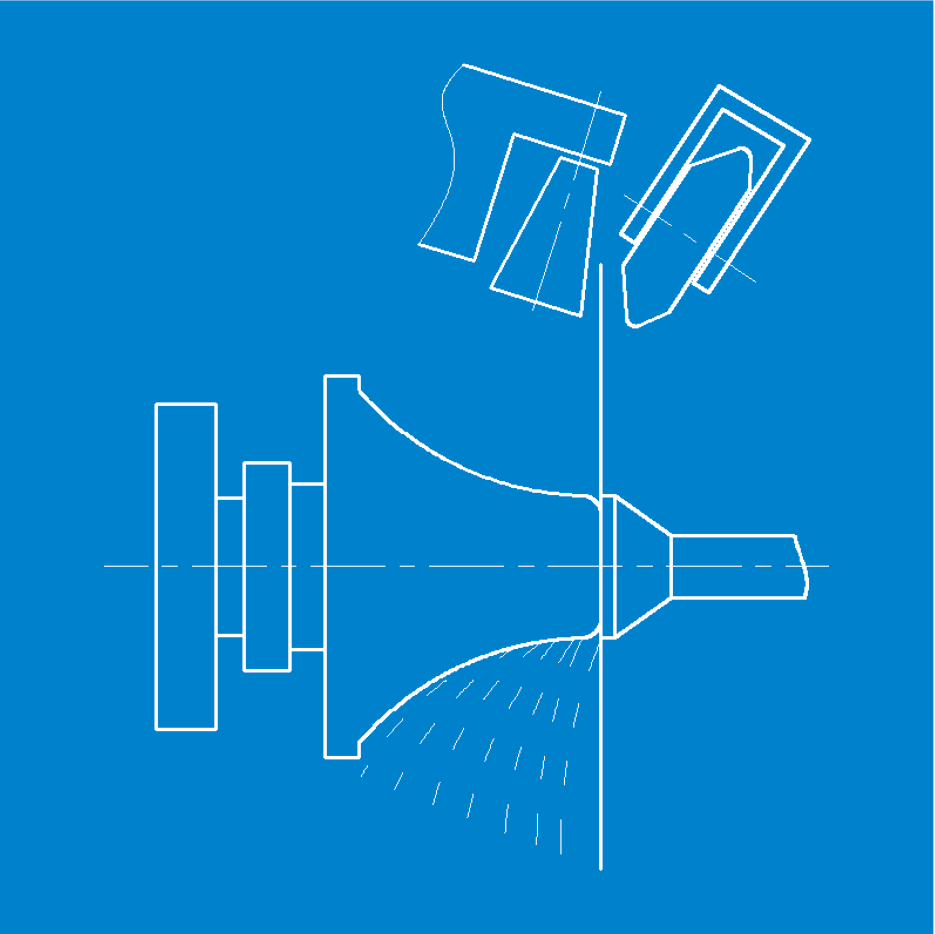
Shear spinning refers to the spinning method (tapered thinning spinning) that does not change the outer diameter of the blank and changes its thickness to manufacture various axisymmetric thin-walled parts such as cones. This molding method is characterized by a smaller force on the wheel, half cone angle and wall thickness influence each other, the material flows smoothly, the surface is smooth and the molding accuracy is high, and it can be easier to form materials that are difficult to form by deep drawing and spinning. The theoretical calculation formula followed in the spinning process is: . According to the comparison between the actual wall thickness T11 of the post-spin workpiece and the theoretical value T1, it is divided into two spinning methods: over-spinning (T11> T1) and under-spinning (T11< T1).
. According to the comparison between the actual wall thickness T11 of the post-spin workpiece and the theoretical value T1, it is divided into two spinning methods: over-spinning (T11> T1) and under-spinning (T11< T1).
Contact Us

Company address: No.1 Xinqi Road, Xiage Town, Xianju, Taizhou City, Zhejiang Province
Address of R & D Center: No. 500, Zhongcun Industrial Park, Binhai Town, Wenling City, Taizhou City, Zhejiang Province