

Flanging and crimping
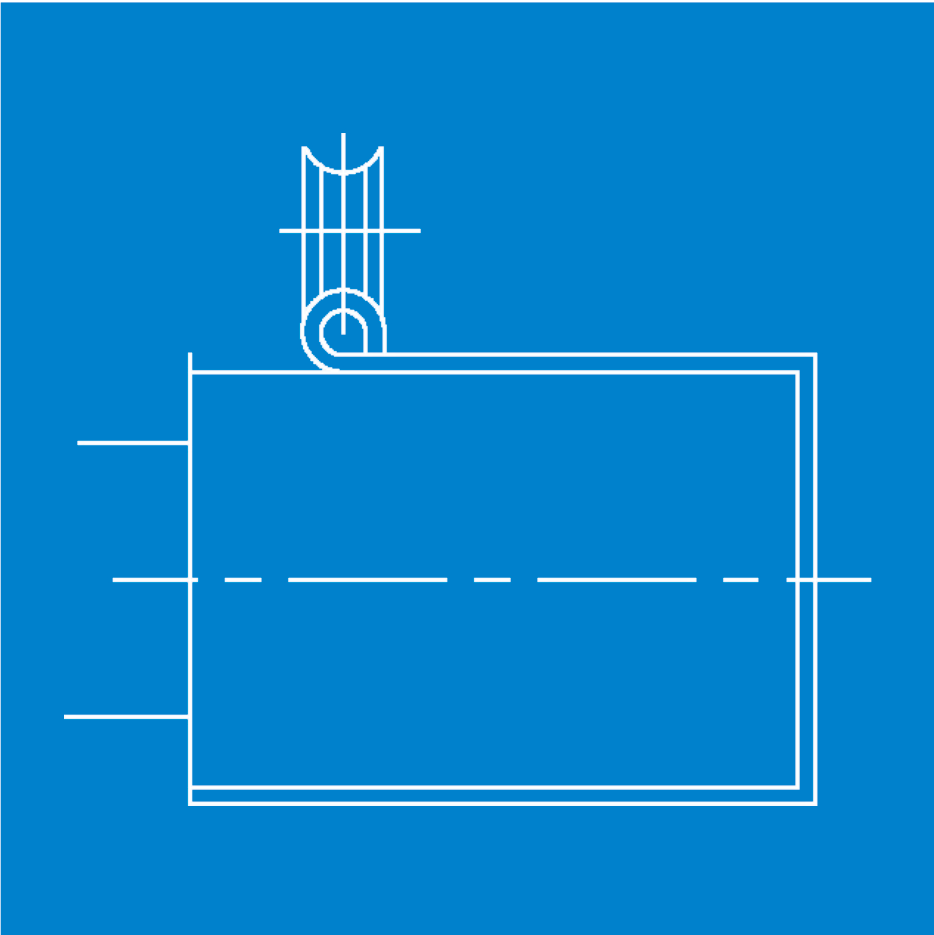
According to the shape and size of the forming parts, the method of rotating the flange at the end of the tube with a rotating wheel is called flanging. Flanging is divided into outer flanging and inner flanging. The rotary wheel used is generally a flanging wheel composed of circular arc and cylindrical. When spinning, it is first pushed to the edge of the workpiece through the arc segment to turn it into an arc, and then the cylindrical segment is used to film and flatten it into a flange-shaped flange.
Curling forming the end of the spinning part is rounded to enhance the rigidity of the workpiece, and sometimes it can be used as a decoration to beautify the shape of the workpiece. The curling is formed by pressing the edge of the spinning piece with a curling wheel with a circular groove on the outer periphery. Depending on the shape of the edge curl, the corresponding wheel can be used for processing.
Generally, the crimping is required to have a certain degree of sealing, good anti-leakage performance and impact resistance, so as to ensure that the steel drum can withstand various forms of collision and drop in transportation and storage. In the process of flanging, the steel barrel is rolled by the flanging machine, which forces the barrel body and the top and bottom of the barrel to curl tightly. In order to make the barrel body and the barrel top and bottom curl and deform during rolling, the flanging machine makes the crimping process step by step to minimize the deformation resistance.
Contact Us

Company address: No.1 Xinqi Road, Xiage Town, Xianju, Taizhou City, Zhejiang Province
Address of R & D Center: No. 500, Zhongcun Industrial Park, Binhai Town, Wenling City, Taizhou City, Zhejiang Province